Подробная информация есть по ссылке https://vpmat.ru/proektirovaniepressform.html
- Основные этапы проектирования пресс-формы
- Анализ детали и выбор способа литья
- Разработка геометрии формообразующих вставок
- Литниковые системы и их конфигурации
- Типы литниковых каналов и критерии выбора
- Балансировка потока расплава в многоместных формах
- Тепловое проектирование и система охлаждения
- Расчет расположения охлаждающих каналов
- Влияние температуры формы на усадку и цикл
- Учет усадки и деформации материала
- Определение коэффициента усадки и его компенсация
- Моделирование деформаций с помощью CAE-систем
- Конструкция выталкивателей и съем детали
- Типы выталкивателей и их размещение
- Избегание повреждений поверхности при извлечении
- Видео
Основные этапы проектирования пресс-формы
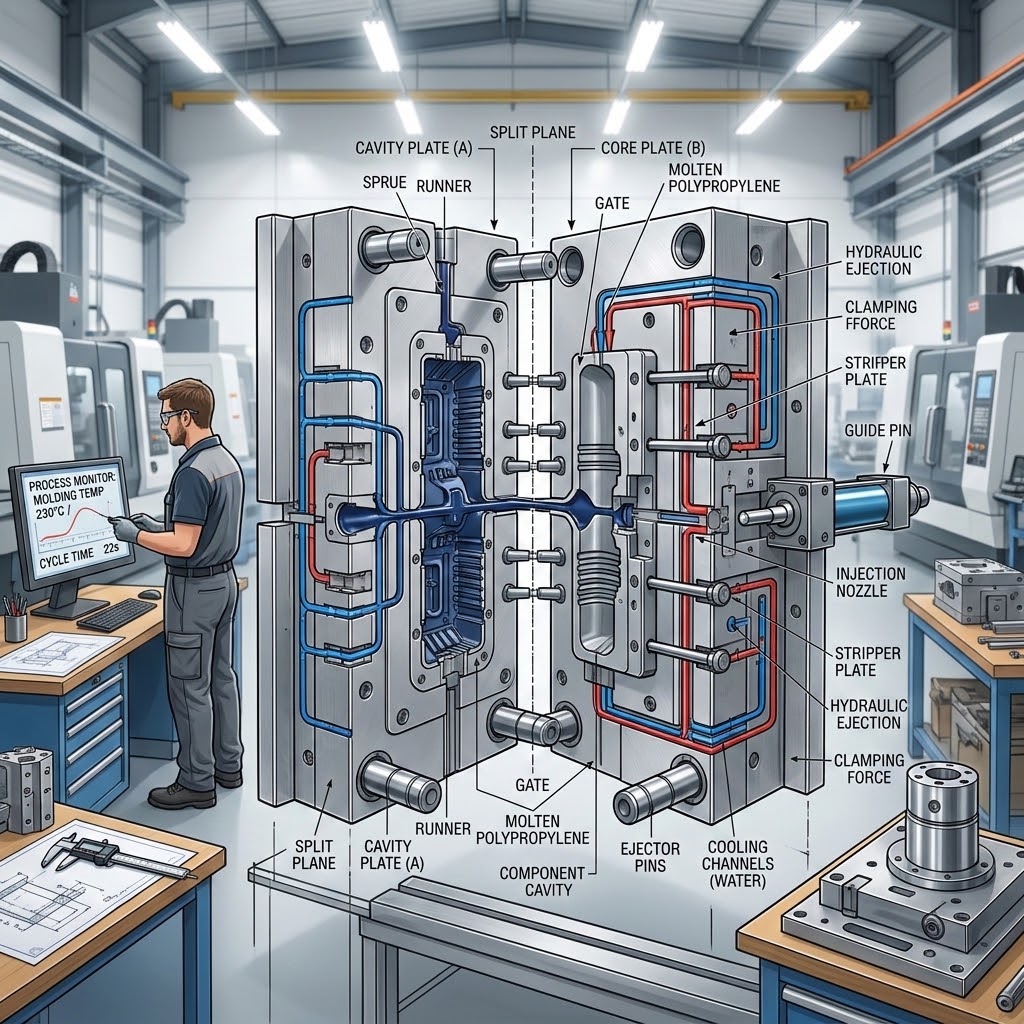
Проектирование пресс-формы для литья пластмасс под давлением представляет собой многоступенчатый процесс, в котором учитываются свойства полимера, геометрия детали, производительность и экономические ограничения. Каждый этап влияет на последующие решения, поэтому последовательность разработки строго регламентирована.
Анализ детали и выбор способа литья
На начальной стадии изучается модель изделия: проверяются толщина стенок, наличие поднутрений, радиусы скруглений, уклоны для извлечения. Для деталей с толщиной стенки менее 0,5 мм или с резкими перепадами толщин требуется особая конфигурация впускных каналов. При анализе учитывается материал детали – например, поликарбонат (ПК) требует температуры литья около 280–310 °C, а полипропилен (ПП) – 200–250 °C. Выбор способа литья (горячеканальная или холодноканальная система) определяется тиражом: горячеканальные системы оправданы при сериях свыше 100 000 деталей, так как уменьшают время цикла и исключают отходы литников. Также оценивается необходимость использования газового литья (Gas Assist) для полых деталей или литья с раздувом (Blow Molding) для ёмкостей. Для большинства технических деталей применяется традиционное литьё под давлением с впрыском расплава при давлении от 100 до 200 МПа.
На этом этапе конструктор фиксирует коэффициент усадки материала – например, для ПЭТ он составляет 0,5–2%, для ПА6 – 0,5–1,5%. Эти данные потребуются при расчёте формообразующих вставок.
Разработка геометрии формообразующих вставок
После анализа создаётся 3D-модель полости формы с учётом усадки – размеры полости завышаются на величину усадки. Формообразующие вставки обычно изготавливаются из инструментальных сталей (например, 40Х13, H13, 1.2343) с твёрдостью 48–52 HRC. Для материалов с абразивными наполнителями (стекловолокно 30%) применяются стали с карбидным покрытием или высокохромистые сплавы. Вставки должны обеспечивать равномерное заполнение, для чего предусматриваются уклоны не менее 1–2° на боковых поверхностях. Точность изготовления полости – по классу IT8–IT10 в зависимости от требований к детали. Особое внимание уделяется зонам сварных швов – туда, где встречаются потоки расплава, возможны линии слабины, поэтому места сварки должны находиться вне зон нагрузки.
Литниковые системы и их конфигурации
Литниковая система служит для перенаправления расплава из сопла термопластавтомата в полость формы. От её конструкции зависят скорость заполнения, ориентация молекул полимера и количество отходов.
Типы литниковых каналов и критерии выбора
Применяются следующие конфигурации литников:
- Холодноканальная система – расплав затвердевает в литнике и удаляется вместе с деталью. Используется для прототипирования или малых серий.
- Горячеканальная система – литник постоянно обогревается, отходы отсутствуют. Требует более сложного управления температурами (зонный нагрев 200–350 °C).
- Впускные каналы могут быть точечными (0,5–2 мм), туннельными, щелевыми или с кольцевым подводом. Выбор зависит от текучести материала: для полиформальдегида (POM) чаще используют туннельные литники из-за низкой вязкости.
Критерии выбора включают расположение места впрыска – оно должно обеспечивать равномерное заполнение и не создавать зон запирания воздуха. Для деталей с глянцевой поверхностью применяют точечные впрыски в невидимую сторону.
Балансировка потока расплава в многоместных формах
В формах с несколькими гнёздами (2, 4, 8 и более) необходимо, чтобы все полости заполнялись одновременно, иначе детали будут отличаться по массе и геометрии. Балансировка достигается изменением сечения литниковых каналов или длины горячеканальных сопел. Например, в многоместной форме на 8 гнёзд центральные каналы делают большего диаметра (на 0,5–1 мм), чем периферийные. Используется расчет с помощью ПО Moldflow: моделируется поток расплава при заданной температуре (например, 230 °C для АБС) и давлении. Допустимая разница во времени заполнения между гнёздами – не более 2–3 %. При большем отклонении требуется корректировка диаметра разводящих каналов.
- Определение расхода расплава на каждое гнездо.
- Расчет гидравлического сопротивления каждого канала.
- Подбор диаметров каналов так, чтобы падение давления на всех ветвях было одинаковым.
- Проверка в CAE-системе и доработка геометрии.
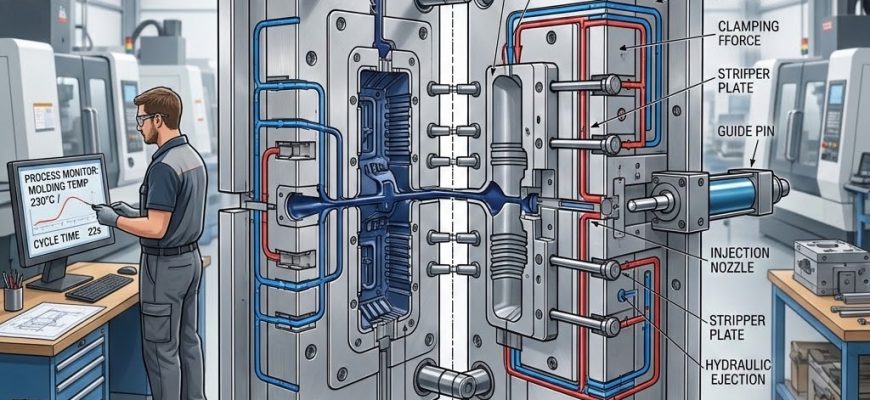
Тепловое проектирование и система охлаждения
Охлаждение занимает до 70 % времени цикла литья, поэтому эффективная система охлаждения напрямую определяет производительность. Задача – равномерно отвести тепло от застывающей детали, чтобы избежать деформаций и сократить цикл.
Расчет расположения охлаждающих каналов
Каналы для хладагента (обычно воды при 10–40 °C или масла при 80–150 °C) располагаются параллельно формообразующим поверхностям на расстоянии не более 1,5–2 диаметров канала от стенки полости. Диаметр каналов чаще всего 6–12 мм. Расстояние между соседними каналами не должно превышать 3–5 диаметров, иначе образуются «горячие пятна». Глубина расположения канала от поверхности полости – 0,8–1,2 мм для тонкостенных деталей (1–2 мм) и до 3–4 мм для толстостенных. Расход воды рассчитывается по тепловому балансу: количество тепла, выделяемое одной деталью за цикл, должно отводиться потоком воды. Например, для детали из ПП массой 50 г при цикле 20 с требуется расход около 5–10 л/мин при перепаде температуры воды 3–5 °C. Каналы выполняют сверлением или фрезерованием в плите формы, часто с использованием конформного охлаждения (3D-печать вставок) для сложной геометрии.
Влияние температуры формы на усадку и цикл
Температура формы задаётся в зависимости от материала. Для аморфных полимеров (ПС, АБС) рекомендуется 40–80 °C, для частично кристаллических (ПЭ, ПП, ПА) – 60–120 °C. Чем выше температура формы, тем медленнее остывание, но меньше внутренние напряжения и точнее геометрия. Однако увеличение температуры на 10 °C может удлинить время цикла на 10–20 %. Поэтому на практике ищут компромисс: для изделий с высокой точностью (медицинские детали) форму нагревают до 100–120 °C, для массовых товаров – до 40–60 °C.
Равномерность охлаждения критична: разброс температуры по полости не должен превышать ±3 °C, иначе возникают коробление и разная усадка.
Учет усадки и деформации материала
Усадка – это уменьшение размеров детали после извлечения из формы. Она вызвана тепловым сжатием и кристаллизацией полимера. Неправильный учёт усадки приводит к браку.
Определение коэффициента усадки и его компенсация
Коэффициент линейной усадки (α) – табличное значение для каждого полимера, но реальная усадка зависит от толщины стенки, температуры формы, давления выдержки. Например, для ПЭТ усадка 0,2–0,5 % в направлении потока и 0,5–1 % поперек, поэтому полость делают больше на указанную величину с учётом анизотропии. Компенсация реализуется масштабированием 3D-модели в CAD-системе: размеры детали умножаются на (1 + α/100). Для точных размеров (посадочные диаметры) вводят поправку 0,01–0,02 мм на каждый миллиметр. Типичные усадки (справочные, %):
| Материал | Усадка, % |
|---|---|
| Полипропилен (ПП) | 1,0–2,5 |
| Полиамид 6 (ПА6) | 0,5–1,5 |
| Поликарбонат (ПК) | 0,5–0,8 |
| АБС | 0,4–0,9 |
| Полиэтилен низкого давления (ПЭНД) | 1,5–3,0 |
Моделирование деформаций с помощью CAE-систем
Деформации возникают из-за неравномерного охлаждения и остаточных напряжений. CAE-моделирование (Moldflow, Autodesk Simulation) позволяет предсказать коробление до изготовления формы. На основе компьютерной симуляции корректируют положение охлаждающих каналов, добавляют рёбра жёсткости или меняют место впрыска. Например, для плоской детали из АБС допустимое отклонение от плоскости 0,1 мм на 100 мм длины. Если моделирование показывает стрелу прогиба 0,3 мм, конструктор изменяет расположение впускного литника или добавляет локальное утолщение 0,2 мм. Точность CAE-расчёта для серийных пресс-форм составляет ±0,05 мм по сравнению с реальными измерениями.
Конструкция выталкивателей и съем детали
Система выталкивания должна извлекать деталь без деформации и следов на поверхности. Механизм срабатывает после раскрытия формы.
Типы выталкивателей и их размещение
Применяются следующие виды выталкивателей:
- Цилиндрические выталкиватели (диаметр 4–16 мм) – самые распространённые, размещаются равномерно по периметру детали.
- Пластинчатые выталкиватели – для больших плоских поверхностей, чтобы избежать продавливания.
- Винтовые и штыревые выталкиватели – используются в тонкостенных деталях, где нет места для круглого сечения.
- Пневматические – для мягких эластомеров (термопластичные резины) или хрупких пластиков.
Выталкиватели размещают в местах с наибольшей адгезией полимера к форме – обычно на рёбрах жёсткости, бобышках или на толстых стенках. Шаг между выталкивателями – 30–50 мм для мелких деталей, до 100 мм для крупных. Усилие выталкивания рассчитывается как сила сцепления детали с формой (0,1–0,3 МПа на площадь проекции). Для детали площадью 2000 мм² требуется усилие около 200–600 Н, которое обеспечивается гидроцилиндром или кулачковым механизмом.
Избегание повреждений поверхности при извлечении
Чтобы не оставить следов от выталкивателей, их торцы должны совпадать с поверхностью детали с точностью ±0,02 мм. Используют конические выталкиватели с углом конуса 3–5°, что уменьшает натир. Для глянцевых деталей выталкиватели заменяют на штоки из бронзы или покрывают тефлоном. В холодноканальных формах деталь может примерзнуть к вставке – тогда в систему охлаждения подают кратковременный импульс горячей воды (80–90 °C) на 1–2 секунды перед извлечением. Цикл съёма детали также включает работу плит – подвижная часть отходит на 10–30 мм, затем выталкиватели выдвигаются на 5–20 мм. Скорость выталкивания рекомендуется не выше 500 мм/с для хрупких полимеров (полистирол) и до 1000 мм/с для эластичных (ПЭ).